


THE HOGLET V TWIN (by RANDALL COX)

Ici la première version du hoglet, type carter fermé (je vise la 2eme version mais avec un carter fermé et non ouvert!)
C'est cette fois-ci à deux que nous construisons deux "Hoglet" pour une question de rendement. et comme la plupart des pièces sont faites en CN, autant en faire plusieurs...
Les plans proviennt de Model Engine Builder (10&11) commandé au US sur amazon.











(bielle usinée avec ma petite SIEG X1 Convertie CNC)
Conception du tracé d'usinage d'un carter fermé pour le hoglet:




ci-dessus le moule silicone pour l'empreinte dans le plâtre


ci-dessus le moule en plâtre pour la coulée d'aluminium

Sechage des moules en plâtre au soleil (10 jours minimum), il y en a 4 pour faire deux carter en deux parties symétriques, comme sur les mob ;)


nouveau carter moulé puis usiné en AU5GT, c'est du très costaud!!!



Pour une meilleure rigidité (et contrairement au plan) le vilbrequin est brasé et il n'y a qu'un seul point de serrage entre les deux. L'original est completement démontable.
La rigidité est surprenante, il est impossible de décaler l'ensemble!

(embiellage avant rectif)

les 4 carters moulés en AU5GT


(les vis seront des BTR...)

ici les soupapes, usinées puis cémentées et enfin polies...
les attaches sont par circlips, plus précis et sans risques.

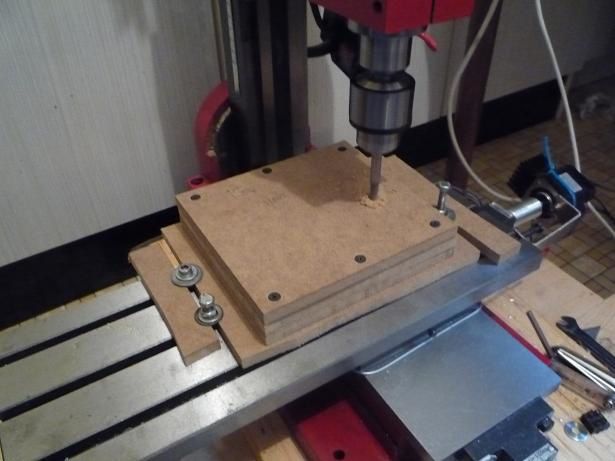
usinage des bielles fourchette dans une plaque de 15mm.

usinage avec le tour pour une meilleure stabilité (fraise 6mm TIN)


Il faut maintenant poser les paliers en bronze sur les carters et sur les bielles (soit 6 paliers)

comme quoi avec un tour, on peut tout faire!
anodisation des bielles(voir page 4):


et enfin cette fois ci des anodisations antirayures (divers tests pour comparer l'usure)
Les poussoirs sont idéals pour ces tests car ils subissent de fortes contraintes!
(la coloration n'est la que pour constater une usure)



Un grand merci aux élèves et leur prof d'usinage qui se chargent des cylindres ![]()
to be continued ;)
ils se sont accouplés!!! ça sent le futur moteur en étoile ;)

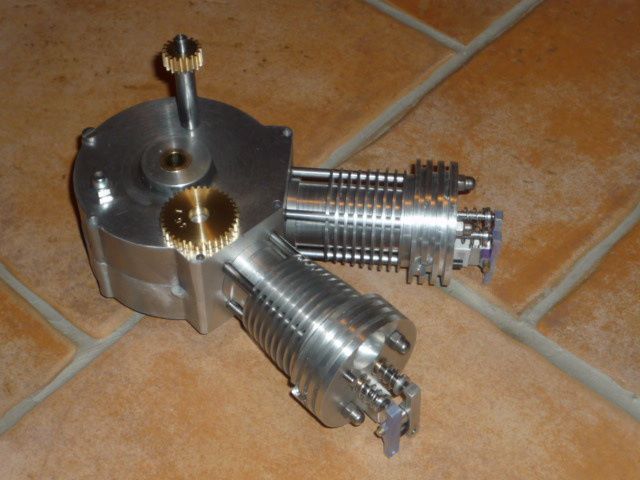
ici le hoglet de Fabrice qui travail en parallèle sur le coté distrib (bloc poussoir et vilo)


taillage des pignons de distib au flycutter puis à la fraise module 1




pratique le plateau diviseur de Fabrice pour fraiser les pignons! (m'en fou j'en ai un mnt! ![]() )
)
les brutes des pignons 36 dents sont fait dans un alliage de bronze et de cupronickel avec ce petit four:
il chauffe a environ 1100° max. L'alliage est ensuite coulé dans un moule en acier.

l'ensemble est assez long à ajuster pour un assemblage parfait.
par exemple je vais devoir refaire 2 soupapes, tampis! 1h de plus ou de moins...
Le principale est de bien tracer et pointé les différents trou tarraudés.
voici l'arbre a cames, fait à la fraiseuse et au tour, c'est trop beau! Je me suis fait plaiz à faire des pièces propre...
Il est usiné sur une fraiseuse SIEG X2 avec fraise à ravager tung 10mm revetement futura (violet).

vue sur les culasses non terminées:

après le chemisage des cylindres j'ai de suite attaqué les pistons, ils faut savoir que les segment sur ce moteur sont des joints vuiton! hé oui! le concepteur de ce moteur obtient de très bon résultat en duré de vie... évidement ce système est reservé aux moteurs de faible puissance.

Et voilà nos deux moteurs, à droite celui de Fabrice Sainclivier, à gauche le mien. Travailler à deux sur ces moteurs nous permet de garder une bonne motivation (et un grain de competition aussi
![]() )
)
(ça c'est mon hog, en morceaux )

Nous voilà donc maintenant à l'ajustage des differents éléments. Les bielles ont dues êtres rectifiées (elles raclaient dans la chemise.)
L'embiellage à été redressé au comparateur monté sur le tour, le faux rond est très faible.
que rest-il à faire?
La fin arrive tranquillement, c'est le coté distribution qui est à finir, (le bloc avec ses poussoirs) mais aussi la pipe d'admission.
Pour l'allumage, je vais le commander tout fait, car le but n'est pas non plus de se prendre la tête!
ici le bloc des poussoirs:

le hog a Fab qui avance très vite!


et voici les dernière pièces manquantes:
l'allumage double et les vis BTR pour plus de propreté dans mes montages

petite semaine tranquil de montage et ajustage chaque midi et voici la bête :)
Le look est vraiment sympa, j'avais peur que le carter soit trop imposant, mais ce n'est pas le cas.


le chassis provient d'un portique de fraiseuse hornet , simple et rigide!


rodage des cylindres:

premier démarrage (enfin!!!)


